
全国咨询服务热线:18353226885











英国查出日本列车焊缝开裂引发思考,日常的焊缝开裂是有什么原因导致的呢?怎样避免呢?
来源: 山东海大质工检测服务有限公司 人气:1056 发布日期: 2021-05-10英国铁道部在周六早上例行检查中发现日立800型列车底盘存在问题,列车车体外壳下面的焊缝开裂,目前该公司93列此公司生产的列车都在接受检查,具体什么原因正在调查。焊接裂纹是焊接件中常见的一种缺陷,焊接裂纹会是什么哪些原因导致的呢?又怎样避免呢?首先我们得先了解焊接裂缝的几种形式:
热裂纹
焊缝热裂纹焊接时高温下产生的,热裂纹目前有3种,结晶裂纹、液化裂纹和多边裂纹。
1、结晶裂纹是在焊缝结晶的过程中,在固相线附近,由于凝固金属的收缩,残余液体金属不足,不能及时添充,在应力作用下发生沿晶开裂。主要是在含杂质较多的碳钢、低合金钢焊缝中(含S,P,C,Si偏高)和单相奥氏体钢、镍基合金以及某些铝合金焊逢中。
防治措施:在冶金因素方面,适当调整焊缝金属成分,缩短脆性温度区的范围,控制焊缝中硫、磷、碳等有害杂质的含量;细化焊缝金属一次晶粒,即适当加入Mo、V、Ti、Nb等元素;在工艺方面,可以通过焊前预热、控制线能量、减小接头拘束度等方面来防治。
2、近缝区液化裂纹是一种沿奥氏体晶界开裂的微裂纹,它的尺寸很小,发生于HAZ近缝区或层间。它一般是由于焊接时近缝区金属或焊缝层间金属,在高温下使这些区域的奥氏体晶界上的低熔共晶组成物被重新熔化,在拉应力的作用下沿奥氏体晶间开裂而形成液化裂纹。
这一种裂纹的防治措施与结晶裂纹基本上是一致的。特别是在冶金方面,尽可能降低硫、磷、硅、硼等低熔共晶组成元素的含量是十分有效的;在工艺方面,可以减小线能量,减小熔池熔合线的凹度。
3、多边化裂纹是在形成多边化的过程中,由于高温时的塑性很低造成的。
这种裂纹并不常见,其防治措施可以向焊缝中加入提高多边化激化能的元素如Mo、W、Ti等。
再热裂纹

通常发生于某些含有沉淀强化元素的钢种和高温合金(包括低合金高强钢、珠光体耐热钢、沉淀强化高温合金以及某些奥氏体不锈钢),它们焊后并未发现裂纹,而是在热处理过程中产生了裂纹。再热裂纹产生在焊接热影响区的过热粗晶部位,其走向是沿熔合线的奥氏体粗晶晶界扩展。
防治再热裂纹从选材方面,可以选用细晶粒钢。在工艺方面,选用较小的线能量,选用较高的预热温度并配合以后热措施,选用低匹配的焊接材料,避免应力集中。
冷裂纹
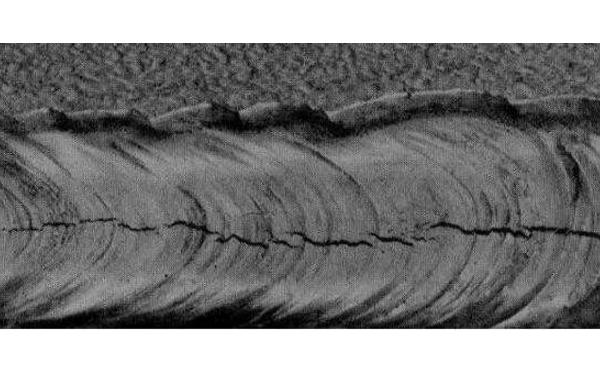
冷裂纹主要发生在高、中碳钢、低、中合金钢的焊接热影响区,但有些金属,如某些超高强钢、钛及钛合金等的焊缝中有时也会出现冷裂纹。一般情况下,钢种的淬硬倾向、焊接接头含氢量及分布、接头所承受的拘束应力状态是高强钢焊接时产生冷裂纹的三大主要因素。焊后形成的马氏体组织在氢元素的作用下,配合以拉应力,便形成了冷裂纹,其形成一般是穿晶或沿晶的。冷裂纹一般分为焊趾裂纹、焊道下裂纹、根部裂纹。
防治冷裂纹可以从工件的化学成分、焊接材料的选择和工艺措施三方面入手。应尽量选用碳当量较低的材料;焊材应选用低氢焊条,焊缝应用低强度匹配,对于高冷裂倾向的材料也可选用奥氏体焊材;合理控制线能量、预热和后热处理是防治冷裂的工艺措施。
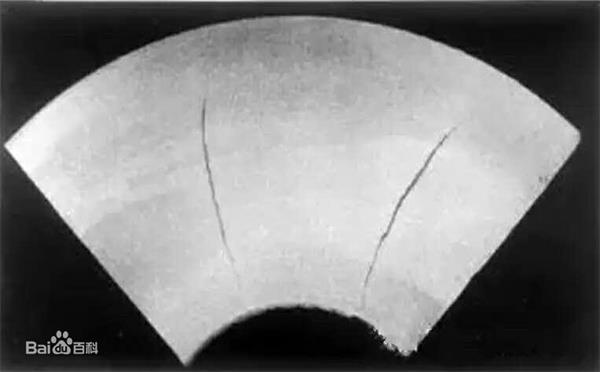
层状撕裂

层状撕裂是一种内部的低温开裂,仅限于厚板的母材金属或焊缝热影响区,多发生于“L”、“T”、“+”型接头中。其定义为轧制的厚钢板沿厚度方向塑性不足以承受该方向上的焊接收缩应变而发生于母材的一种阶梯状冷裂纹。一般是由于厚钢板在轧制过程中,把钢内的一些非金属夹杂物轧成平行于轧制方向的带状夹杂物,这些夹杂物引起了钢板在力学性能上的各向导性。防治层状撕裂在选材上可以选用精练钢,即选用z向性能高的钢板,也可以改善接头设计形式,避免单侧焊缝或在承受z向应力的一侧开出坡口。
层状撕裂与冷裂不同,它的产生与钢种强度级别无关,主要与钢中的夹杂量和分布形态有关。一般轧制的厚钢板,如低碳钢、低合金高强钢,甚至铝合金的板材中也会出现层状撕裂。根据层状撕裂产生的位置大体可以分为三类:
第一类是在焊接热影响区焊趾或焊根冷裂纹诱发而形成的层状撕裂。
第二类是焊接热影响区沿夹杂开裂,是工程上最常见的层状撕裂。
第三类远离热影响区母材中沿夹杂开裂,一般多出现在有较多MnS的片状夹杂的厚板结构中。
层状撕裂的形态与夹杂的种类、形状、分布以及所处的位置有密切关系。当沿轧制方向上以片状的MnS夹杂为主时,层状撕裂具有清晰的阶梯状,当以硅酸盐夹杂为主时呈直线状,如以Al 夹杂为主时呈不规则的阶梯状。
厚板结构焊接时,特别是T型和角接接头,在刚性拘束的条件下,焊缝收缩时会在母材厚度方向产生很大的拉伸应力和应变,当应变超过母材金属的塑性变形能力时,夹杂物与金属基体之间就会发生分离而产生微裂,在应力的继续作用下裂纹尖端沿着夹杂所在平面进行扩展,就形成了所谓“平台”。
影响层状撕裂的因素很多,主要有以下几方面:
1、非金属夹杂物的种类、数量和分布形态是产生层状撕裂的本质原因,它是造成钢的各向异性、机械性能差异的根本所在。
2、Z向拘束应力。厚壁焊接结构在焊接过程中承受不同的Z向拘束应力、焊后的残余应力及载荷,它们是造成层状撕裂的力学条件。
3、氢的影响。一般认为,在热影响区附近,由冷裂诱发成为层状撕裂,氢是一个重要的影响因素。
由于层状撕裂的影响很大,危害也甚为严重,因此需要在施工之前,对钢材层状撕裂的敏感性作出判断。
常用的评定方法有Z向拉伸断面收缩率和插销Z向临界应力法。为防止层状撕裂,断面收缩率应不小于15%,一般希望在15~20%之间为宜,当断面收缩率为25%时,认为抗层状撕裂优异。
防止层状撕裂主要采取以下措施:
第一,精练钢。广泛采用铁水先期脱硫的办法,并用真空脱气,可以冶炼出含硫只有0.003~0.005%的超低硫钢,它的断面收缩率(Z向)可达23~25%。
第二,控制硫化物夹杂的形态。把MnS变成其他元素的硫化物,使在热轧时难以伸长,从而减轻各向异性。目前广泛使用的添加元素是钙和稀土元素。经过上述处理的钢,可制造出Z向断面收缩率达50~70%的抗层状撕裂钢板。
第三,从防止层状撕裂的角度出发,在设计和施工工艺上主要是避免Z向应力和应力集中,具体措施按下例参考:
(1)应尽量避免单侧焊缝,改用双侧焊缝可缓和焊缝根部区的应力状态,防止应力集中。
(2)采用焊接量少的对称角焊缝代替焊接量大的全焊透焊缝,以免产生过大的应力。
(3)应在承受Z向应力的一侧开坡口。
(4)对于T型接头,可在横板上预先堆焊一层低强的焊接材料,以防止焊根裂纹,同时亦可缓和焊接应变。
(5)为防止由冷裂引起的层状撕裂,应尽量采用一些防止冷裂的措施,如减少氢量、适当提高预热、控制层间温度等。
