
全国咨询服务热线:18353226885











焊缝检测常见问题及解决方法
来源: 山东海大质工检测服务有限公司 人气:1015 发布日期: 2021-04-22产品的质量关乎企业的生存发展,如果焊接存在缺陷,随着使用时间的延长,会有结构发生变化甚至断裂的后果,甚至会引发重大事故,及时发现焊接缺陷,以防发生事故。
裂纹及处理方法
热裂纹:控制有害元素,预热时降低母材冷却速度,减小电流,逐渐断弧。
冷裂纹:控制含氢量,预热和焊后保温,合理安排焊接顺序,用级别低的焊接材料
气孔及处理方法
清洁焊接表面,烘干焊条焊剂,减小焊接电流,直流焊时电源极性反接,碱性焊条用短弧焊,引弧处预热引弧时焊条略停顿,手弧焊打底埋弧焊盖面时用碱性焊条打底,气保焊时气流适当。

夹杂及处理方法
多操作,按工艺选电流,工艺不合理改善坡口,选好焊条,清渣后再焊

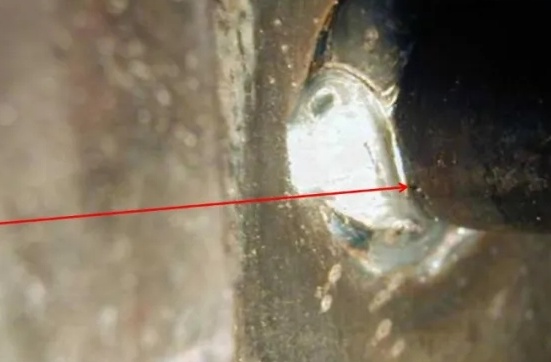
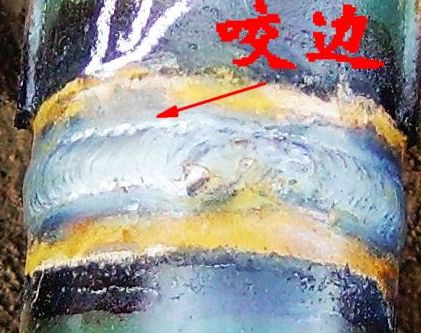
咬边及处理方法
根据工艺调整电流、电压,调整焊速,控制弧长,调整焊丝位置
焊瘤及处理方法
按工艺设定电流、电压合理控制焊速,焊前清理干净焊件,正确选择焊接规范、使用正确的运条方法,灵活调整焊条角度,控制弧长根部间隙不能过大

下一篇:
你知道吗?塑料也需要进行焊接工艺评定

版权声明:本站部分图片和内容来源于网络,版权归原创作者或原公司所有,如果您认为我们侵犯了您的版权,请告知!我们将立即删除。
备案号:鲁ICP备2022026488号-2 山东海大质工检测服务有限公司版权所有